标.png)
SORPAS®介绍
SORPAS®系统是(shì)一款(kuǎn)由 SWANTEC 开发的专(zhuān)业有限元分析软(ruǎn)件,专注于(yú)电阻焊与(yǔ)机械连接工艺的(de)仿真与优化,广泛应用于汽车制造、航空航天、电子(zǐ)设备(bèi)等领域。通过(guò)集成焊接工程知识与(yǔ)数值建模技术,SORPAS® 为工程(chéng)师提供了从(cóng)工艺设计到生(shēng)产维护的全流程数(shù)字(zì)化(huà)解决方案(àn),帮助企业降低(dī)成本、提升质量并加速产品上市。
SORPAS®概(gài)念(niàn)
SORPAS®是专门用于模(mó)拟和(hé)优化(huà)电阻焊接,机械(xiè)连接(jiē)及相关(guān)过程设(shè)计的专用有限(xiàn)元分析(FEA / FEM)软件(jiàn)。
SORPAS®是集成焊(hàn)接工程专业知识与数值建模(mó)技术的一款独特而强大(dà)的(de)工具(jù),可直接用于(yú)工(gōng)业应用(yòng)。
SORPAS®概念的核心价值体现在:
· 了解行业面临的实(shí)际(jì)问题
· 尊(zūn)重工程师(shī)的智慧及其工作方式
· 将新(xīn)技术整合到工(gōng)业工程师的日(rì)常工作中
SORPAS®无需先验数值模拟的知识即可学习和使用,所以可以被工业(yè)工程师(shī)快速学习(xí)并(bìng)轻松使用。
|
SORPAS®的分析范围 |
SORPAS®主要应用领域 |
|
• 点焊 |
• 汽(qì)车工业 |
|
• 凸焊 |
• 航(háng)空航天工(gōng)业 |
|
• 电镦/热熔(róng) |
• 电汽和电子工业 |
|
• 铆接、SPR |
• 铁路运(yùn)输和铁路(lù)轨道 |
|
• 焊(hàn)接/铆(mǎo)接强度分析 |
• 机械和金属加(jiā)工 |
焊接前确保TM
找(zhǎo)到(dào)良好参数的(de)工艺窗口是实现最佳焊接质量的(de)焊接计划、工艺控制(zhì)和生产维护的(de)关键。SORPAS®的工艺(yì)优(yōu)化和批量管理(lǐ)计划功能可用于预测提高焊接质量、提(tí)高生产稳定性(xìng)和减少(shǎo)飞溅。
|
优化 |
增值优(yōu)势 |
|
• 节约成本 |
• 材料数(shù)据库 |
|
• 减(jiǎn)少(shǎo)时(shí)间/缩短(duǎn)产品上(shàng)市进程 |
• 工件数据库(产品设计(jì)) |
|
• 加快(kuài)生产调(diào)试 |
• 电极数(shù)据库(电极(jí)设计) |
|
• 提高生(shēng)产稳定性(xìng) |
• 焊(hàn)接机数据库(kù) |
|
• 提高(gāo)焊接质量(liàng) |
• 焊接计划数据库(kù) |
|
• 促进创新 |
• 工艺计划/优化方法 |
|
• 通过数字化使技术现代化 |
• 焊接/铆接强度测试模板 |
焊接解(jiě)决(jué)方(fāng)案
焊接对于制造,组装和维修中的广泛(fàn)应用至关(guān)重要,如图所示,从设计、优(yōu)化、计划到生产和评估,焊接过程中(zhōng)还存在许多焊接问(wèn)题需要解决。
然而,要找到许多焊接问题的根(gēn)本原因并(bìng)不(bú)容(róng)易,部分原因是(shì)焊接工艺的复杂性(xìng),部分原(yuán)因是(shì)焊接过程(chéng)非常快,焊接内(nèi)部(bù)难以露出(chū)。
解决(jué)焊接问题的实际(jì)方法主要是(shì)通(tōng)过反复试验来进(jìn)行(háng)试错,首(shǒu)先(xiān)在焊接设(shè)备(bèi)上进行焊接设计,然后生成和评估焊(hàn)接,最后批准或拒(jù)绝(jué)焊接设计(jì),或调试焊接生产。这不仅耗时而且成(chéng)本(běn)很高。
具有焊(hàn)接模(mó)拟的新(xīn)数字方法可以在焊接生命周期的不同阶段同时工作。例如,在(zài)设计(jì)过程中(zhōng)可以(yǐ)通过预测焊接尺寸和焊接强度来评估焊接结果,还可以在稳定的焊接生(shēng)产(chǎn)之前优化焊接过(guò)程
在下面几页中,我(wǒ)们将详细介绍模拟焊(hàn)接解(jiě)决方(fāng)案,并(bìng)提供(gòng)如何进行(háng)良好(hǎo)的焊接设计的指导,建立稳(wěn)定(dìng)的焊(hàn)接生产以(yǐ)及在整个焊(hàn)接生命周期的每个阶段都(dōu)通过模拟来支持生(shēng)产成功的(de)焊接:
· 焊接(jiē)设计
· 焊接优化(huà)
· 焊接计划(huá)
· 焊接生产
· 焊接评估
 然后,我们将引领(lǐng)焊接数字化的道路,以提(tí)出创建焊(hàn)接数字孪生的新方法,并(bìng)对整个(gè)焊接生命(mìng)周(zhōu)期的各(gè)个(gè)阶段给出了每个数(shù)字孪生的定义。
然后,我们将引领(lǐng)焊接数字化的道路,以提(tí)出创建焊(hàn)接数字孪生的新方法,并(bìng)对整个(gè)焊接生命(mìng)周(zhōu)期的各(gè)个(gè)阶段给出了每个数(shù)字孪生的定义。
♦ 焊接设计(jì)
核心准则:进(jìn)行(háng)焊接设(shè)计和选择材(cái)料(liào)组合以平衡焊接界面产生的热量(liàng)。
实际(jì)问题:无法看(kàn)到焊接内部产生的热(rè)量,因此(cǐ)很难(nán)进行良好的焊接接设(shè)计以获得最佳的热(rè)量平(píng)衡。
数字解决方案(àn):通过所有焊接设计选项(xiàng)和材料组合的模(mó)拟,可视化热量产(chǎn)生并预测可(kě)焊接(jiē)性。
在焊接设计中,重点是每个焊(hàn)接(jiē)零件的(de)几何设(shè)计和材料选择。通常(cháng)来说,对于优化和(hé)确定焊点的(de)位置以(yǐ)及(jí)焊点间距以(yǐ)获得最佳焊接质(zhì)量也很重要。
通过使用SORPAS进(jìn)行焊接模拟,可以对焊(hàn)接(jiē)零件的几(jǐ)何设计建模,从而可以灵活地为任何零件选择材料,并(bìng)且(qiě)可(kě)以从集成材料数据库(kù)中的所有材料(liào)列(liè)表中自由选择(zé)任何材料。这样,可以在计算(suàn)机上虚拟模拟(nǐ)所有(yǒu)几何设计和材料组(zǔ)合的可能性。在使(shǐ)用真实材料和真实(shí)零件进行(háng)任何焊(hàn)接测试之前,可以根据(jù)模拟结(jié)果得到焊接设计和(hé)材料组合的(de)最佳解决(jué)方案。
我们(men)将在下面详细介绍点焊(hàn),凸(tū)焊和机械(xiè)连接(jiē)应(yīng)用(yòng)的(de)焊(hàn)接设计(jì)解决方案。
点(diǎn)焊设计因素和材(cái)料的可焊性
|
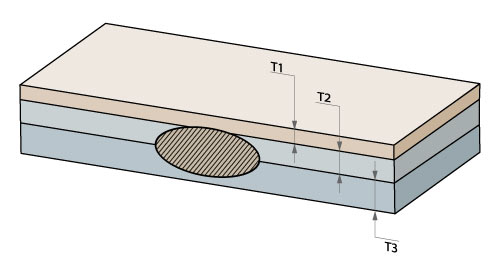
对于电阻(zǔ)点焊(hàn),最具决定性的焊(hàn)接设(shè)计(jì)因素(sù)如下(xià): · 板材的厚度比 · 板材强(qiáng)度比 · 板材(cái)电阻(zǔ)率 · 表面涂层的材质和条件 · 焊接(jiē)的位置,如(rú)靠近边缘(yuán)或拐角 |
在电阻(zǔ)点(diǎn)焊中,板材厚度的比例(最(zuì)厚至最薄)应小于(yú)3:1 |
每次在焊接(jiē)和连接将新材料引入生产之(zhī)前,都必须进行大量研究以评估(gū)材料的可焊性(xìng)以及(jí)在生产中实施该材料的可行性。有(yǒu)时,为了组(zǔ)装工厂的持续生产,可能会(huì)更改材料供(gòng)应商。这通常需要(yào)评估新供应商提供的材料(liào)的可焊接性,以保持焊(hàn)接质量和生产稳(wěn)定性。
SORPAS 2D.welding和SORPAS 3D.welding是(shì)已被用于评估各种厚(hòu)度和材料比率的材(cái)料的可焊性的具有强(qiáng)大功能的工具。
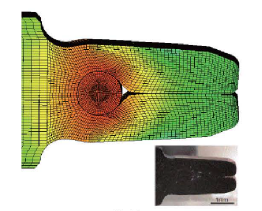
汽车工业中最常见(jiàn)的可(kě)焊性问(wèn)题之一是使(shǐ)用薄的低碳钢板和两种较厚的高强度(dù)钢进行的三(sān)层点(diǎn)焊(hàn)。
在《焊接》杂志 2011年出(chū)版:先进的高强度钢的(de)三层点焊(hàn)。
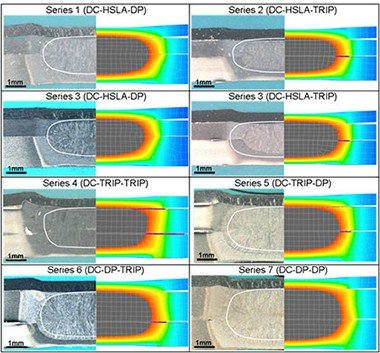
实验和数(shù)值计算的三片点焊中心点焊(hàn)缝截(jié)面(miàn)图
近年来,SORPAS已用于(yú)提高第三代高级高强度钢(AHSS)的电阻点(diǎn)焊性能。
关于第十一届(jiè)国际可焊性数值(zhí)分析研讨会的会(huì)议论文(2015年):
提高了第三代汽车用AHSS的电阻点焊性能。
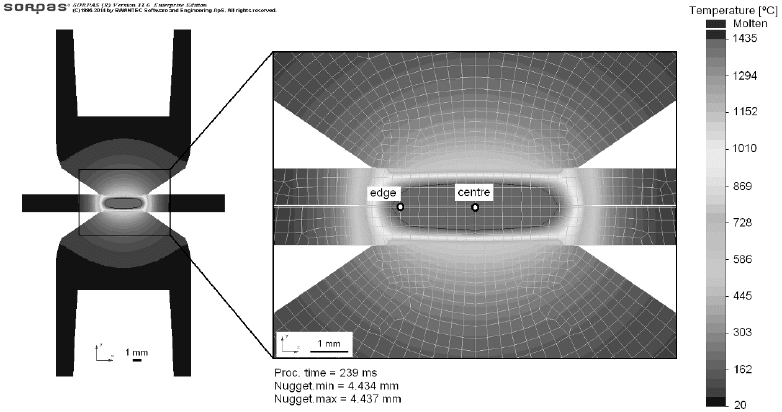
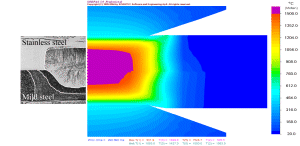
SORPAS热力学模型概述,显示了(le)样品和电极(jí)的几何形状,以(yǐ)及网格的(de)特(tè)写
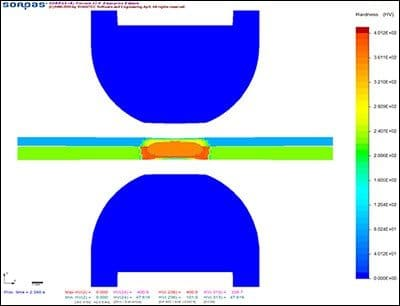
凸焊设计因素和材料的(de)可焊性
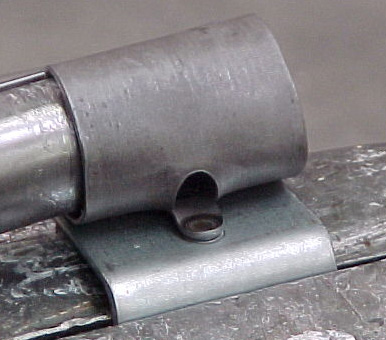
在点焊中(zhōng),电极的设计对于(yú)将焊接电(diàn)流集中到焊接(jiē)区域很(hěn)重要(yào),而在凸(tū)焊(hàn)中,工件上的凸出物的设计对于局(jú)部化电(diàn)流至关重(chóng)要。电极仅提供焊接压(yā)力(lì),并将焊接(jiē)电流传导至工件。
工(gōng)件(jiàn)上的局部(bù)凸起可以专门(mén)设计用于将焊(hàn)接(jiē)电流集中到焊接区(qū)域,例如平板上的压(yā)花,圆螺母上的环(huán)形凸起或方螺母上的角凸(tū)起等。也可以(yǐ)使用工件的自(zì)然(rán)形状(zhuàng)作为将焊接电流(liú)集中(zhōng)到焊接(jiē)区域,例如交叉线焊接和管-板焊接。
凸焊(hàn)的设(shè)计要素是凸出物的形状,角度和(hé)高度。凸焊的设计原则是:凸出(chū)物的设计应有效地(dì)集中(zhōng)电流(liú),但应稳定且(qiě)不会塌(tā)陷得太快或引(yǐn)起严重的脱落(luò)。
通过有效地集(jí)中(zhōng)电流和在工件(jiàn)上形成凸起(qǐ),凸焊可(kě)在很大程度上用于焊接不同的材料(liào)(这些材料搭接组合可(kě)能(néng)无法进行(háng)点焊(hàn))。通过关键性表面涂层,甚至(zhì)可以通过凸(tū)焊(hàn)将极其困难的材料(liào)焊(hàn)接起来,例如将铜合金焊接到钢上。
一般(bān)而(ér)言,为(wéi)使(shǐ)焊接界面处的热量(liàng)达(dá)到最佳(jiā)热(rè)量平衡,会(huì)将凸起(qǐ)放(fàng)在较难产生热量的一侧:
· 如果使用相似的材料,由于需要(yào)加热的(de)体积和(hé)质量较大,因此应将凸起(qǐ)放置在较厚的工件上。
· 如果材料不(bú)同,则凸起应放(fàng)在(zài)电阻较(jiào)低的材(cái)料(liào)工件上(shàng)。
· 同(tóng)样,通常将具有(yǒu)较高电(diàn)阻(zǔ)的关键(jiàn)性表(biǎo)面涂层(céng)放置在具有较低电阻的材料(liào)上。
凸(tū)焊的最佳(jiā)设计(jì)和关键性表(biǎo)面涂层材料的(de)最佳选择,最适合焊(hàn)接的单个材料组合都可(kě)以使(shǐ)用SORPAS 2D进(jìn)行模拟。对于结构复杂的凸焊,SORPAS 3D更具(jù)有优势。通过将模拟的(de)焊接结(jié)果(guǒ)与不同的设计和材(cái)料选择进行比较,可以获(huò)得最佳的凸焊(hàn)设计。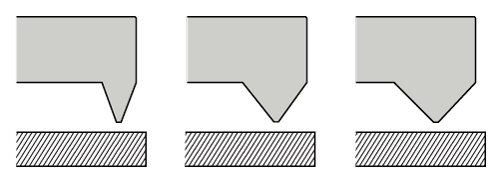
凸焊设计应有效地集中电流而不要坍塌(tā)得太快
机械(xiè)接头的设(shè)计因素和接头的质量
机(jī)械(xiè)连(lián)接被广泛运用到连(lián)接不同的(de)材料,并(bìng)且这可能是将(jiāng)碳纤(xiān)维增(zēng)强(qiáng)的聚合物与金属(shǔ)连接的唯一(yī)有效方法。自冲铆接(SPR)和(hé)铆接(jiē)最(zuì)常用于汽车(chē)工业(yè)中的板材(cái)连(lián)接(jiē)。
为了获得最佳的接头质量,铆钉(dìng)的形(xíng)状(zhuàng)和材料(liào)、模(mó)具(jù)设计和材料以及工具力应(yīng)适当(dāng)优化。SPR接头的质量可以通过关键的接头因(yīn)素进(jìn)行评(píng)估,例如联(lián)锁长度(铆钉张(zhāng)开),底板的最(zuì)小厚度,铆钉头(tóu)的(de)高度以及底板中铆(mǎo)钉的有(yǒu)效长度。
SORPAS®2D.joining可用于模拟各种形状(zhuàng)和材(cái)料(liào)的铆钉和(hé)模具的机械连接,适用于板(bǎn)材(cái)厚(hòu)度和(hé)待连接(jiē)材(cái)料的所有组合。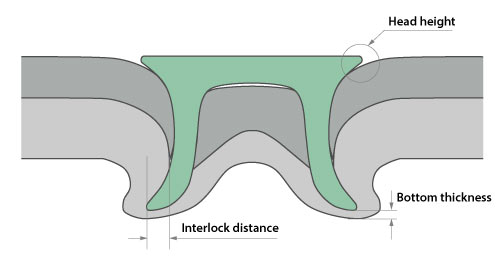
自冲铆接质量因素: 联锁距离(lí)、底部厚度、顶部高度
♦ 焊接优化
核(hé)心准(zhǔn)则:为了获(huò)得尽可能大(dà)的焊接工艺窗口,以确保高质量的(de)焊接而不会喷溅/飞溅(jiàn)。
实际问题:需(xū)要使用真实材料进行大(dà)量焊(hàn)接测(cè)试才(cái)能找到工(gōng)艺窗口,这不仅耗费时间而(ér)且成本昂贵。
数字解决(jué)方案:通过(guò)数值(zhí)模拟(nǐ)和优化(huà)来预测(cè)具有(yǒu)焊接接增长曲线和可焊性工艺(yì)窗口。
焊(hàn)接(jiē)工艺优化(huà)
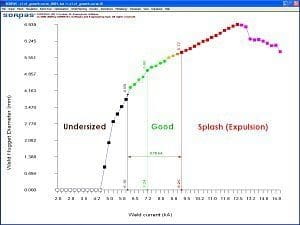
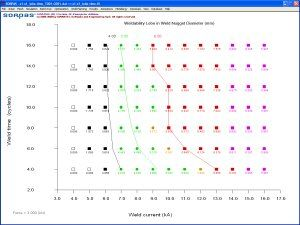
借助SORPAS 2D.welding,已经开发了一(yī)些用于自动仿真的功能,以支持焊接工艺参数优化。可(kě)以(yǐ)运(yùn)行(háng)全自动程序来生成焊缝增长曲线和可焊性(xìng)凸角(jiǎo)。
|
|
|
|
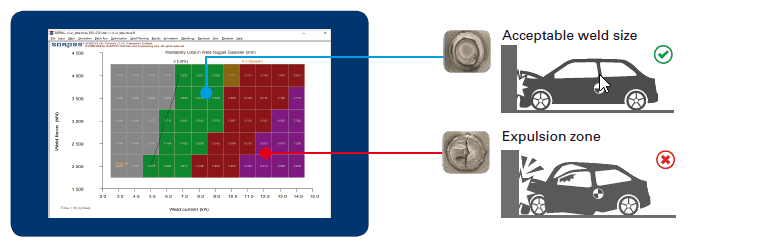
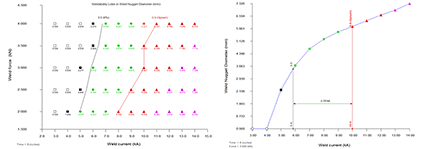
这是SORPAS®自动生成的焊缝生长(zhǎng)曲线,用(yòng)于点(diǎn)焊(hàn)2 mm至15 kA范围(wéi)内的1 mm低碳钢板(bǎn)。该软件会自动(dòng)识别工(gōng)作范围,其中绿色点表示(shì)焊点(diǎn)良好,红色点表示飞溅,黑色点表示无焊接。 |
这是SORPAS®自(zì)动生成的可焊性凸角,用(yòng)于点焊1 mm低碳钢板,具有两个焊接工艺参数(焊(hàn)接电流和时间),参考ISO 14327:2004。显示了三个(gè)参考焊点熔核直径(最小,最大和标称(chēng))。也可(kě)以利用(yòng)焊接电(diàn)流和力来产生(shēng)可焊接性凸角。 |
铆接优化
SPR形状变化→最佳几何形状(zhuàng)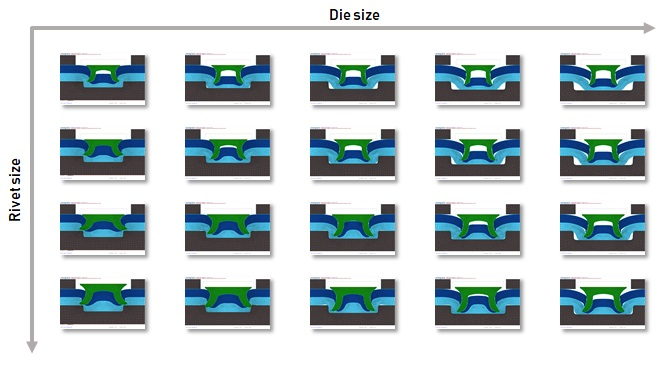
♦ 焊接计划
核心准则:寻(xún)找(zhǎo)最佳工艺参数以进行稳定的焊接(jiē)生产以(yǐ)此(cǐ)来(lái)获得一致的焊接结果。
实际问题:每个工(gōng)厂(chǎng)都有自己的材(cái)料供应商(shāng)和设备制造商,所有焊(hàn)接(jiē)都需要(yào)各自适配的(de)工艺设置。
数字解决方案:通过具(jù)有自动化(huà)模拟的焊接计划,为每种焊接(jiē)组合获取优化的工艺参数。

批(pī)量管理计划
批量管理计划(huá)的功能可通过直接从(cóng)Excel数据(jù)表文件中读取输入数(shù)据,然(rán)后自动制作仿真文件并运行所有(yǒu)仿真和优化以根据提供的数据生成优(yōu)化的焊接工艺参数,把优化和计划(huá)焊接工艺参数的解决方案生(shēng)成在Excel数据表文件中。这将为用户节省大量准备和仿真的时间,并(bìng)大大提高了仿(fǎng)真(zhēn)和优化的效率!
借助此(cǐ)功能,工程师可以在大规模,快(kuài)速的模(mó)拟(nǐ)和优(yōu)化(huà)的支持下,最(zuì)大限度(dù)地利用模拟和(hé)优化(huà)的优势,大幅减少焊接测(cè)试的次(cì)数(shù),从而(ér)提高焊(hàn)接质量和生产稳定性。
智(zhì)能焊接计划
新版SORPAS®2D的新(xīn)功能之(zhī)一是智能焊(hàn)接计(jì)划,用于预测最佳焊接(jiē)进(jìn)度(焊接电(diàn)流,力,焊接和保持(chí)时间)。
根据用户定义的(de)焊接任(rèn)务说明(WTD),其(qí)中包含板材,电极,焊接机(jī)的(de)类型以及所需的焊接(jiē)质(zhì)量的信息,SORPAS®将自动优化并找到最佳的焊接电流,力(lì),焊接时间和(hé)保(bǎo)持时间。
可以(yǐ)预测飞溅(排出)极(jí)限。从而在质量(liàng)要求的最小焊接熔(róng)核(hé)尺寸(cùn)和(hé)飞(fēi)溅(排出)极限之间预测焊接过程窗口。
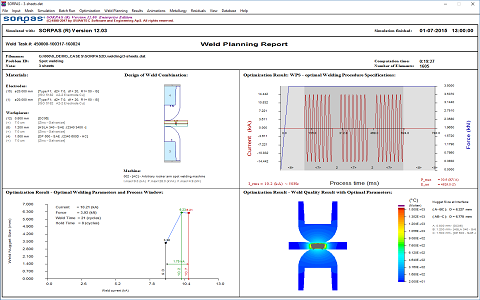
软件将使用板材(cái),焊条和焊接机的(de)WTD信(xìn)息生成(chéng)焊接计划报告(gào); 预测的最(zuì)佳焊接(jiē)进度(dù)规范(fàn)(WSS); 具有最佳焊接电流,力(lì),焊接时间和(hé)保持(chí)时间的(de)焊接(jiē)工艺窗口; 以(yǐ)及使用最佳(jiā)焊接(jiē)工(gōng)艺参数获得的焊接质量结果。
SORPAS ®焊接规划程(chéng)序
该SORPAS®焊接规划工作(zuò)在以下(xià)步骤:
· WTD—焊接任务说明(míng)
· 用户首选项
· 运(yùn)行焊接(jiē)计划以预(yù)测最佳焊接参数
· WSS的焊接(jiē)计划报告——焊接进度表规范
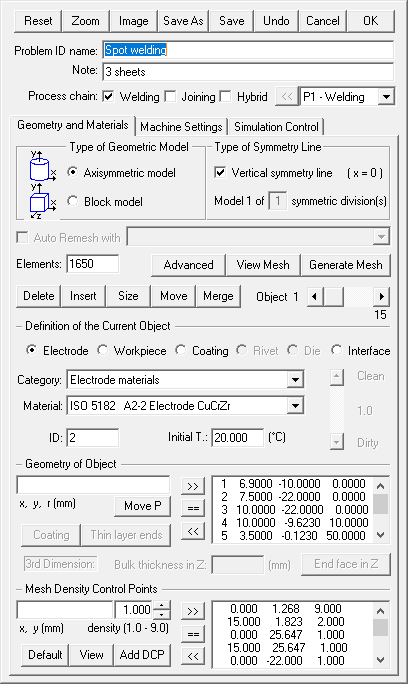
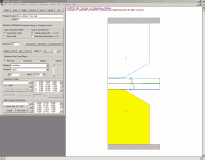
1)WTD—焊接任务描述用于定(dìng)义焊接任务(wù),包括板材(cái),电极,焊接机(jī)类型和所需焊接质量的规格,请参(cān)见右(yòu)图。
2)用户首选项用于用户首选的计划策略。焊接(jiē)电流将始终通过SORPAS®进行优化(huà),但(dàn)是用(yòng)户可以自由选择焊接(jiē)力,焊接时间或(huò)脉冲数的首选(xuǎn)值,方法是输入特定的输入值,或者直接将参(cān)数(shù)保留(liú)为0以使SORPAS ®完全优化。
3)进(jìn)行焊接(jiē)计划。定义焊接任(rèn)务并选择用户(hù)首(shǒu)选(xuǎn)项后(hòu),只需(xū)按“开(kāi)始”按钮即(jí)可开始焊接计划。然后,SORPAS®将自动(dòng)运(yùn)行所有优化程序,首先(xiān)确定最(zuì)佳焊接力和焊接时间,然后(hòu)预测焊接过程窗口和飞溅(排出)极限,最后优化焊(hàn)接电流和保(bǎo)持(chí)时间。
4)使(shǐ)用WSS的焊接计(jì)划报告(gào)—最佳焊接计划规范是焊接计(jì)划的结果,其中包括给定的WTD,预测的(de)最佳焊接工艺参数(焊接电(diàn)流(liú),焊(hàn)接力,焊(hàn)接时间(jiān)和(hé)保持时间(jiān))以及焊接工(gōng)艺(yì)窗口(kǒu)以及使用最佳(jiā)焊接工(gōng)艺参数预(yù)测的焊(hàn)接质量结果(guǒ)。
在焊接计划期间,所(suǒ)有仿真和优化(huà)仅使用同一个数据文件完成,与生成(chéng)焊(hàn)接增长曲线和可焊性凸角相(xiàng)比,这大大减少了计算时间和硬盘空(kōng)间的使用。
♦ 焊接生产
核心准则:为确保(bǎo)焊接生产在受控状态下运行并预见潜(qián)在问题以采取预防措施。
实际问题:焊接(jiē)质量的不一致以及存在未知原因(yīn)的(de)意外焊接问题,因此(cǐ)很难找到快速解决方案(àn)。
数字解(jiě)决方案:通过可能存在(zài)工艺公差和(hé)不规(guī)则焊接条件的模拟来(lái)找出焊接问题的根(gēn)本原因。
生(shēng)产维(wéi)护(hù)
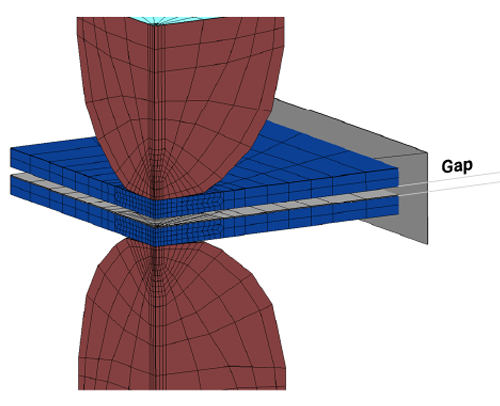
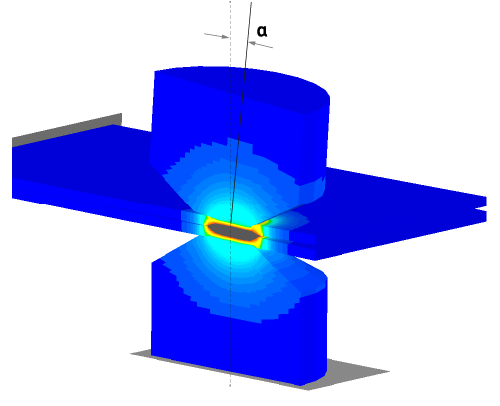
当焊接生产(chǎn)开始时,在最佳工艺窗口中进行了系统的优化规划,焊接生产过程中出现的问题(tí)主要是由于焊接条(tiáo)件(jiàn)的意外变化,例如(rú)电极帽(mào)磨损,板间隙,电极错位以及可能(néng)来自先前加工过程的错误,例(lì)如热冲压和热处理。
生产维护可提(tí)高焊接质(zhì)量,生(shēng)产稳(wěn)定性(xìng)和生产(chǎn)率。
最常见的(de)问题(tí)之一(yī)是减少飞溅。
SORPAS可以帮助优化焊接过程(chéng),从(cóng)而减少飞溅。
不规则(zé)条件
|
工(gōng)件之间的间隙 |
电极未(wèi)对准 |
|
|
|
♦ 焊(hàn)接(jiē)评估
核心准则(zé):为确(què)保焊(hàn)接尺寸,焊接强度(dù)和焊接(jiē)周(zhōu)围(wéi)的焊(hàn)接材(cái)料性能(néng)(无缺陷)方面(miàn)的质量。
实际问题:在(zài)产生实际焊接之前无法(fǎ)在设计阶段评估焊接质量,并且难(nán)以预测焊接(jiē)缺陷。
数字解决方案:过模拟预测焊接熔核的形成,硬度和微观结构,开裂风险和焊接强度。
焊接(jiē)质量
焊(hàn)接(jiē)质量由以下评估(gū)标准表示:
· 焊核直(zhí)径或焊缝长度
· 焊(hàn)接强度
· 微观结构(gòu)
· 焊缝周围的硬度和(hé)其(qí)他性能
· 焊(hàn)接后(hòu)断裂的风险
硬度分布
借助新增的用于模(mó)拟冶(yě)金性能和残余物的(de)功(gōng)能(néng),可以预测焊接后(hòu)焊缝中(zhōng)的微(wēi)观结构(gòu)(马氏体,贝氏体,珠光体/铁素体)的分布,硬度分布以及残余(yú)应力和开裂风险。
焊接强度的(de)计算也(yě)参照ISO标准描述的测(cè)试方法,包括交叉拉伸强度(ISO 14272:2000),剪切强度(ISO 14273:2000)和剥离强度(ISO 14270:2000)。因此,可(kě)以根据所得到的焊接强度来优化(huà)焊(hàn)接工艺窗口(kǒu)和(hé)参数。
强(qiáng)度测试
评估焊(hàn)接接头质(zhì)量(liàng)的常用方(fāng)法(fǎ)是通过破(pò)坏性测试来获(huò)得各种载荷模式下的(de)最(zuì)大断裂力,并(bìng)获得失效模式(纽扣或界面失效)。
SORPAS®3D.testing可以将电阻(zǔ)焊接(jiē)过程(chéng)和机(jī)械连(lián)接(jiē)的模拟(nǐ)与焊接强(qiáng)度测试相结合:
· 拉伸剪切试验
· 十字(zì)拉伸测试
· 轴向拉伸试验(yàn)
· 剥离(lí)(或弯曲)测试
· 扭(niǔ)转试验
产业领域解决方案
焊(hàn)接(jiē)行业的(de)工业4.0意味着焊接过程计(jì)划(huá)和优化的(de)数字化!
传统焊接生产工艺规划和优化(huà)的方法是进行(háng)大量反(fǎn)复的焊接试验。这是非常昂(áng)贵(guì)且非常耗时(shí)的,还浪费了大量的材料和人工,这延长了开(kāi)发时间并延迟了新生产线的(de)启动,会给生(shēng)产维护留下许多未解决的问题或焊缝质量中无法发现的(de)缺陷。
为了降(jiàng)低成(chéng)本,加快开发速度并(bìng)提高生产稳定性和(hé)焊接质量,一种新的工作方式是(shì)用(yòng)计算机模(mó)拟和(hé)优化方法尽(jìn)可能用数字(或虚(xū)拟)测试代替物理测试。
SORPAS®是由欧洲、亚洲(zhōu)和北(běi)美(měi)的汽车工业和电汽(qì)电子工业(yè)的世界领先(xiān)公司专门为此目的研发的,并证明其在(zài)电(diàn)阻(zǔ)点焊方面的有效证明。随着(zhe)机械连(lián)接的新发展,该(gāi)应用程序也扩展到了(le)航空工业。
现在是(shì)时候转向一种(zhǒng)新的焊接工艺(yì)计划和(hé)优化数字化工(gōng)作方式!
SORPAS®为制造公司提供服务,这些制造公司在全球(qiú)各个工业领域的生产工厂中都有越来(lái)越多的用户:
• 汽车/汽车供(gòng)应(yīng)商 • 电气/电(diàn)子
• 航空/飞机(jī) • 火车(chē)车厢/铁路
• 散(sàn)热(rè)器(qì)/容器 • 家用五金(jīn)
• 医疗仪器(qì) • 核设备
• 饮食(shí) • 其他金属加工(gōng)行(háng)业
案例研究库
SORPAS®的最(zuì)大价值是领先(xiān)的技术,并为制造公司生产附近的直接工业应用带来巨大收益。图库中提供了该软件的一(yī)些工业应用(yòng)示例。
♦ 汽车行业
电阻焊接和机械连(lián)接(jiē)是(shì)汽车(chē)工业中用(yòng)于车身(shēn)或白车身(BIW)组(zǔ)装的主要(yào)连接技术(shù)。
几乎所有的钢钣金件都是通过点焊组(zǔ)装的,而大多数铝(lǚ)钣(bǎn)金件是通过自(zì)冲铆接(jiē)和铆(mǎo)接的方式组装的,而凸焊(hàn)通常用于将焊接(jiē)螺母紧固到(dào)板材上。
随着人们对(duì)轻型汽车减少二氧化(huà)碳排放,提高强度(dù)和提高碰撞性(xìng)能(néng)以改(gǎi)善安全措(cuò)施(shī)的要求不断提高,汽车中引入了越来越(yuè)多(duō)的新材料,包(bāo)括高级(jí)高强度钢(AHSS),铝合(hé)金和(hé)新的表面涂层。这些(xiē)新(xīn)材料极大地使焊接过程复杂化,并使传统材料(liào)焊接中的大部分现有知识无效。在建立焊接生产之前以及在生产维(wéi)护期间,需要(yào)更(gèng)多的焊接测试和工(gōng)艺优(yōu)化(huà)。
SORPAS®拥有汽车行业最(zuì)大的用户群:
• 在(zài)研发(fā)部门,负责(zé)新材料(liào)的焊接性评估,以及连(lián)接工艺(yì)的创新
• 在规划部门,进行焊接工艺规划(huá)和(hé)优化,并建立新的(de)焊接程序
• 在装配车间(jiān),进行生产(chǎn)启(qǐ)动和维(wéi)护,以提高焊接(jiē)质(zhì)量和生产稳(wěn)定性
电极降解
|
|
电(diàn)阻焊接过程中的高电(diàn)流和(hé)高压(yā)力条件使电(diàn)极头处(chù)于在(zài)高磨损风险中。右图显示了镀锌钢板点焊中新旧电极头的比较。随(suí)着焊接(jiē)数(shù)量的(de)增(zēng)加(jiā),电极头将发生两个主(zhǔ)要变化: 1、几何变化 几何变化(huà)通(tōng)常(cháng)发生在(zài)钢板的电阻(zǔ)焊(hàn)接(jiē)中。由于钢的熔化温度较高,强度高于电极强度,电(diàn)极尖(jiān)端直径将因变形和磨(mó)损而(ér)增加(jiā),例如糊状,点蚀或拾取局部(bù)材料(liào)去除等。 2、冶金变化 在电阻焊接过程中,尖端表面附近(jìn)的材料性能也会发生变(biàn)化,例如与板材和涂层材料(liào)形成合金,以及由于过热而(ér)重(chóng)结晶和软化。 |

飞溅预测
|
|
为了确保高(gāo)质量的焊接,通常将(jiāng)焊接参数设(shè)置(zhì)为接近飞溅(jiàn)条(tiáo)件(jiàn)。但是由于生产过程中动态条件的变化,可能导致熔(róng)液飞溅。 · 焊(hàn)接工艺参数:焊接电流过大(dà),焊接时间过长,或(huò)用力小都会引起飞(fēi)溅。 · 电极接触:接(jiē)触面积小,未(wèi)对准 · 表面(miàn)条件:灰尘(chén),氧化物或其他(tā)任(rèn)何物质均可(kě)导致高电(diàn)阻表面,从而产(chǎn)生过多或局部(bù)的热量。 |

强度测试
|
|
目前有多种检(jiǎn)测和评估(gū)点焊质量的方(fāng)法。虽然用超声波或x射线扫描进行无损检测是检(jiǎn)验(yàn)点焊质(zhì)量的理想方法,但通(tōng)过手工凿(záo)试验(yàn)或机械试验的破坏性强度检测仍然是评定(dìng)焊缝强度最(zuì)常(cháng)用的方法之一。 以(yǐ)下是标准(zhǔn)的机械化(huà)测试(shì)方法: 拉(lā)伸剪切试验 交叉(chā)拉伸试验(yàn) 剥离测试 SORPAS 3D.testing可用于模拟焊接强度测试过程(chéng)并(bìng)预测载荷—伸长率曲线和最大断裂载荷。使用SORPAS 2D3D.link的(de)新模(mó)块,也可以(yǐ)根据SORPAS 2D.joining仿真的(de)结果来(lái)模(mó)拟机械连接的强度,例如SPR。 |
♦ 航天行业
机(jī)械连接和电(diàn)阻焊接也(yě)广泛用于(yú)航空航天工业,用于(yú)连(lián)接重量轻(qīng),强度高的(de)特殊金属部件,例如钛合金和铝合金,以(yǐ)及耐(nài)高温(wēn)材料,例如镍铬合金等。
铆接是飞机机翼和(hé)机身(shēn)组装中最常用的连接技术,而点焊也用于组装内(nèi)部零件。
为了支持在航空航天工业中的应用,已(yǐ)将特殊材料添加到内置材料数据库中,包括铝合金,钛合金(jīn),铬镍铁(tiě)合金和(hé)镍钴合金等。
除了(le)开发完善的用于模拟和优(yōu)化电(diàn)阻焊接工艺的功能外,SORPAS®现(xiàn)在还得到了进一步开发(fā),其新发布的版本用于(yú)模拟铆(mǎo)钉(dìng)变形较大的铆(mǎo)接工(gōng)艺(yì)。
|
铆钉 |
钛合金 |
耐(nài)热材料 |



♦ 电子(zǐ)行业
电阻焊接通常在电气(qì)和电(diàn)子行业中(zhōng)用于(yú)连接(jiē)各种(通(tōng)常是良好的导电性,但更难焊(hàn)接)材料(liào)和形状的部件(jiàn),例如电连接器,转子和印刷电路等。
电气和(hé)电子(zǐ)工业中电(diàn)阻(zǔ)焊接应用的特殊特征是其尺寸极小且难以焊接的奇特材料。
为了支(zhī)持电(diàn)气和(hé)电子行业的工业应(yīng)用,已将(jiāng)特殊材料添加(jiā)到内置(zhì)材料(liào)数(shù)据库(kù)中,包括(kuò)银(yín),铜合金和镍合金等(děng)。为了简(jiǎn)化微型(xíng)组件的(de)仿真,已将(jiāng)SORPAS®中的允许尺寸扩展到0.1微米(或4个小数点(diǎn)表示mm)。
|
|
|
|
平(píng)行间隙(xì) |
热桩 |

SORPAS 2D.welding模(mó)块
SORPAS®是用于电阻焊仿真和电阻焊工艺优化(huà)的专(zhuān)业软件。它是为(wéi)了工程师进行焊(hàn)接(jiē)仿真而被(bèi)开(kāi)发(fā)的。它(tā)不需要任何数(shù)值(zhí)模(mó)拟方(fāng)面的先验知识(shí),具有(yǒu)焊接和(hé)材料知识(shí)的(de)工程师可以(yǐ)轻松地学(xué)习和使用它。SORPAS®结合了焊接专业知(zhī)识与数值技(jì)术,是一(yī)款独特而强大的工(gōng)具。
“自(zì)2001年以来(lái),我们(men)一直在使用SORPAS®,并且在电阻焊领域(yù)取得(dé)了许(xǔ)多创(chuàng)新(xīn)发(fā)展。我们现在正在(zài)将模拟的应用(yòng)进一步(bù)扩展到(dào)过程(chéng)优化,以支持生(shēng)产计划。” ——德国大众(zhòng)汽车股份公(gōng)司的Matthias Graul先生
SORPAS®中的内置材料数据库包括几乎所有常用(yòng)的金(jīn)属材(cái)料,包括所有类型的钢,铝合金(jīn),钛(tài)合(hé)金(jīn),铜合金,镍基(jī)合金,表面(miàn)涂层材料,纯金属和高熔点金属,例如钨和钼等(děng)。用户也(yě)可以添加自己(jǐ)的(de)材料。软件可(kě)以模拟范围从(cóng)毫米级到(dào)微米(mǐ)级(jí)的焊(hàn)接(jiē)连接尺寸(cùn)。以及各种焊接(jiē)机和电源,包括(kuò)AC,DC,MFDC,逆变器和电容器(qì)放电(diàn)。
功能
应用领域(yù)
SORPAS®已(yǐ)应用于各(gè)个行(háng)业,解决点焊、凸焊、对接焊和微电阻焊中(zhōng)的问题,并支持研发以(yǐ)及(jí)工(gōng)艺参数优化。
|
|
|
|
· 评估材料(liào)的可焊性 · 评估焊接组合设计 · 评(píng)估电极设计 · 发明(míng)新的应用(yòng) |
· 预测可焊性凸角和焊缝生长曲(qǔ)线 · 优化工艺参数(shù)设置 · 确定(dìng)焊接和冷(lěng)却程序 · 排(pái)除焊接故障 |
SORPAS 3D.welding模块
SORPAS®3D是依据SORPAS®2D的概念开(kāi)发的,它具有(yǒu)易于使用的图形用户界面(GUI)和简单的功能,可(kě)用于电阻焊的工业应用。
现在可以适应复杂而(ér)具有挑战性(xìng)的电阻焊接应用。
SORPAS®3D输入向(xiàng)导是(shì)专门为快速(sù)构建(jiàn)和(hé)操作3D模型,设置(zhì)焊接参数,对电极和工件的(de)运动进行(háng)编程而(ér)设计的,类似(sì)于电阻焊接的生产装配线。
SORPAS®3D可(kě)以(yǐ)被相关用户和焊接专业人员快速学习并(bìng)轻松使(shǐ)用(yòng)。右侧是GUI的(de)屏幕截图(tú),其中包含用于构建3D模型的输入向导步骤。
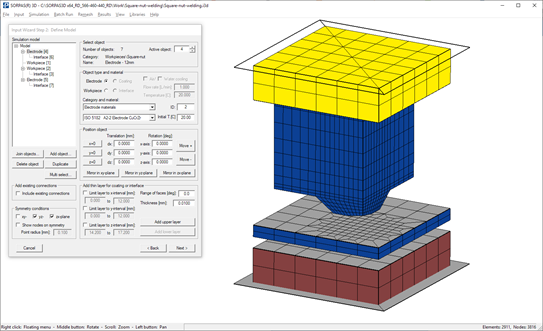
[SORPAS 3D输入向导步骤1]方螺母投影焊接(jiē)模型
材(cái)料(liào)数据库(kù)和机(jī)器数据库直接与(yǔ)SORPAS®2D共(gòng)享(xiǎng)。目(mù)前已(yǐ)经开发了(le)两个(gè)新的库(kù),用于存储和加(jiā)载(zǎi)用于电极和工件的六面体网格(gé)对象的3D模型。
SORPAS®3D焊接(jiē)的工业应用
SORPAS®3D.welding的目标是促进和支持产品研发,产品设计以及焊接工艺优(yōu)化。SORPAS®3D.welding可(kě)用于模拟复杂的焊接(jiē),例如多点焊,凸焊,电极错位和(hé)缝焊中(zhōng)的旋转(zhuǎn)运动。
SORPAS 2D.joining模(mó)块(kuài)
SORPAS®2D.joining通(tōng)过多种解决(jué)方案来模拟连接,例如铆接,自冲铆接(SPR),盲铆接以(yǐ)及通过(guò)胶粘剂进行连接,是一款便于(yú)学习的(de)软件。
标准数据库为您提供常用的材料和一些铆钉的相关数据。我们与供应商合(hé)作以(yǐ)获得有关铆钉的更(gèng)多详(xiáng)细信息,您也(yě)可以将您使用的铆钉添加到数据库中。
基于与SORPAS®2D.welding相同的概念,我们不仅可(kě)以进行优质(zhì)的仿真(zhēn),而且致力于创(chuàng)建一个(gè)便捷的软件工具,该工具(jù)可以(yǐ)帮助每(měi)个工程师快速,轻松地进(jìn)行仿真!
SORPAS 3D. testing模块(kuài)
评估(gū)焊接质量的常用方法(fǎ)是通过(guò)破坏性测试(shì)来获(huò)得各种(横向拉伸,拉伸剪切(qiē)和剥(bāo)离测试等)最大断裂力(如:十字拉(lā)伸力、拉伸剪(jiǎn)切力(lì)和剥离(lí)力等),并获得焊点的失(shī)效模式(纽(niǔ)扣(kòu)失效或界面失效)。SORPAS®3D.testing可以对所有测试方法进行3D仿真,以预测(cè)焊接强度,以及通(tōng)过模拟焊(hàn)接板(bǎn)的断(duàn)裂来预测失效(xiào)模式。
SORPAS®3D.testing的核心应用如下:
· 根据实际焊接和铆接条件进行模拟,并以(yǐ)此评估焊接和铆接强度(dù)。
· 导出实际材料(liào)和(hé)焊接(jiē)条件的焊(hàn)接和接头强(qiáng)度(dù),支持后续的(de)结构(gòu)和(hé)碰撞模(mó)拟。
可以通过直接(jiē)使用板材和定义焊点的方式建(jiàn)立(lì)SORPAS® 3D.testing模型,或继续使(shǐ)用SORPAS®3D的焊接模拟结果进行SORPAS®3D.testing仿真,焊(hàn)接模拟结(jié)果包含(hán)了由于在焊接过程中的(de)加热(rè)和冷(lěng)却而导致(zhì)的焊接及周边区(qū)域(yù)的材料性能变(biàn)化。另外,也可(kě)以(yǐ)通过SORPAS®2D3D.link的附加模块使用SORPAS®2D.welding和2D.joining模拟结果进行SORPAS®3D.testing模(mó)拟。
SORPAS®2D3D.link
SORPAS®2D模拟的计算时(shí)间比3D模拟要短很多。为了利用2D.welding and 2D.joining模拟的优势,于是(shì)开发了(le)一(yī)个特(tè)殊的软件模(mó)块,用于基于2D模拟的结果进行SORPAS®3D.testing模拟(nǐ)。
SORPAS®2D3D.link的新附加(jiā)模(mó)块,可以实现以下2个(gè)功能:
· 将SORPAS®2D.welding和2D.joining模拟结果转换为3D,并在(zài)SORPAS 3D软件系(xì)统中以(yǐ)3D图形显示。
· 扩展(zhǎn)2D.welding和2D.joining以自动创建(jiàn)3D测(cè)试(shì)模型并运行(háng)3D测试模(mó)拟来预测焊接或铆接强度。
此外,SORPAS®3D.testing模(mó)拟的结果可以导出到其他软件
客户端